冲压封头坡口切割机简介
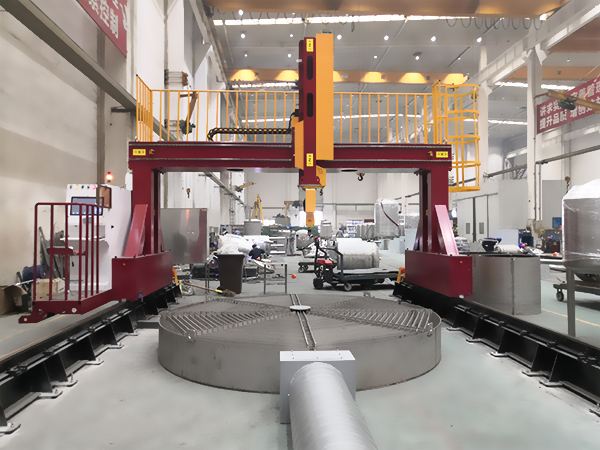
冲压封头坡口切割机采用数控龙门桁架式结构,X、Y、Z、U、V五轴伺服联动,X、Y、Z实现空间任意位置定位,U、V实现割枪任意姿态控制。本设备为一套封头全自动开孔切割机,用于椭圆形封头、碟形封头、半球封头的开孔切割热加工。可全自动、一次性连续完成封头上所有开孔切割工作,切割表面光滑、切割精度高,大量节省人工二次修正时间。
持封头类型:椭圆形封头、碟形封头、半球封头
支持开孔类型:中心孔、偏心竖直孔、偏心法向孔、偏心与竖直方向成偏转角度的孔。
冲压封头坡口切割机优势
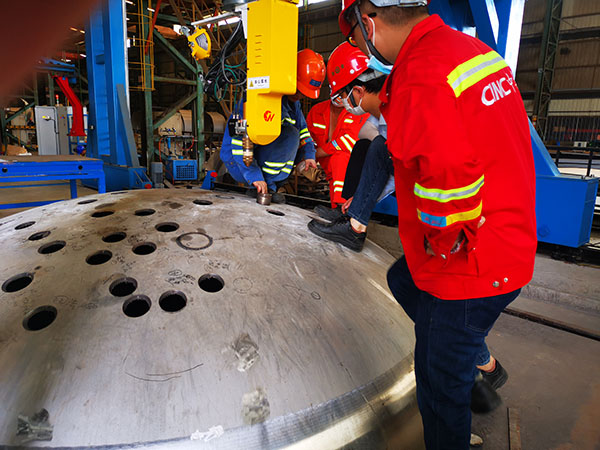
装备智能化、封头任意摆放、视觉扫描自动定位封头位置,无需工装夹具。开孔质量高、切割精度高、表面光滑, 切割后无需人工修正和打磨。
生产效率高、全自动、一次性连续完成封头上所有孔的切割动作,相比人工切割效率提升10倍以上。

冲压封头坡口切割机结构
坐标轴定义:
X轴:龙门横梁上的移动小车定义为X轴
Y轴:龙门沿导轨移动方向定义为Y轴
Z轴:立柱升降方向定义为Z轴
U轴:机头沿回转支撑旋转定义为U轴
V轴:割枪绕水平轴偏摆定义为V轴
冲压封头坡口切割机各轴结构
X、Y、Z采用高精度齿轮、齿条传动,直线导轨定位,U轴采用行星齿轮传动,V轴采用多级齿轮传动。
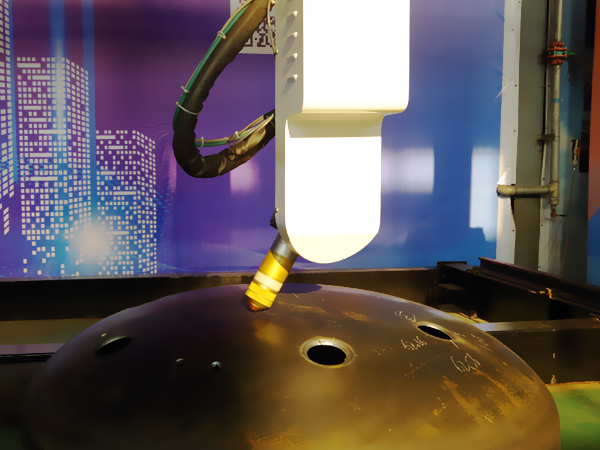
机头由回转轴和偏摆轴组成,可以实现割枪任意姿态控制,完成空间坡口切割任务。割枪安装座上安装有激光视觉轮廓测量传感器,与割枪同步旋转。机头部分结构
冲压封头坡口切割机在使用场合的注意点:
碳素钢球型封头在硝酸盐、氨、碱性钠等环境下会发生裂纹,在订购封头时说明残余应力。奥氏体不锈钢在有氯离子的特定环境下会发生应力腐蚀裂纹,在设计球型封头时选择合适材料。需热镀锌或渗铝的碳钢容器,先做热处理, 去除残余应力。封头的选取需要考虑多方面的因素,首先是用户要求,其次是化工工艺要求,固体工质的立式容器多选用锥形封头,利于工质的流动排出。液体工质混合压力容器根据浆叶形状和工质流动情况,宜采用椭圆头或球形头。来确定标题的形状。
还可根据压力大小,中、低压压力容器选用椭圆形封头;高压、超高压压力容器多选用球形封头。当然,也要考虑从受力分析来确定。如果在椭圆封头的应力过渡区开大,局部应力过大,也可以考虑采用球形封头。也有一种罕见的情况,由于安装位置不同,需要某些类型的头。
其制作加工方法不同,在蝶形封头的情况下,先切片,得到顶部圆板、圆弧襟翼和环形襟翼;皮瓣成形;生产圆弧皮瓣和圆环形挡板焊接坡口、组装焊接,在圆弧皮瓣总线和封头点圆曲线圆板加工模具,顶部圆板在处理模具压鼓成型,加工焊接坡口、焊接前圆板和圆弧。
空炉温度上升至400℃,蝴蝶头进入炉内,加热达625±25℃,保温,冷却至400℃出炉,自然冷却;,将酸性洗剂均匀涂抹于头部外表面,然后用水冲洗。简化了蝶形头的制造工艺,可以焊接过程中由于襟翼形状的突然变化而产生的残余应力,产品强度好,性能高。冲压封头坡口切割机服务保障

冲压封头坡口切割机切割效果

冲压封头坡口切割机应用领域